Dennis Lawley first worked as an apprentice roll turner at Johnsons’ Rolls in West Bromwich. He came to Metal Sections in 1981.
“There was a job on offer in the rolling mills and I decided I’d make more money working there than as an apprentice. So I went to GKN, then Lucas’s, and came to Metal Sections just after the management buyout from the Tube Investments.
At this time a lot of the machines were old and dirty producing cold rolled sections with a lot of dust about. To be fair, the six directors turned it around. By the time I left the floors were painted regularly; it was kept clean and tidy and was an entirely different place to work, apart from the noise. You couldn’t do much about that back then. Later of course they supplied the ear protectors you see today.
At first I was just a temp. They were doing some steel framed houses and I went on this project and after six months they picked me and another chap to become permanent. Because I’d worked in the hot steel rolling industry they sent me down to work with a roller on one of the big machines. After 12 months they had a new machine come in, what they called the Universal Piercing line, and they wanted me to go and learn it and run it. I worked on that machine for up to 15 years of my time there.
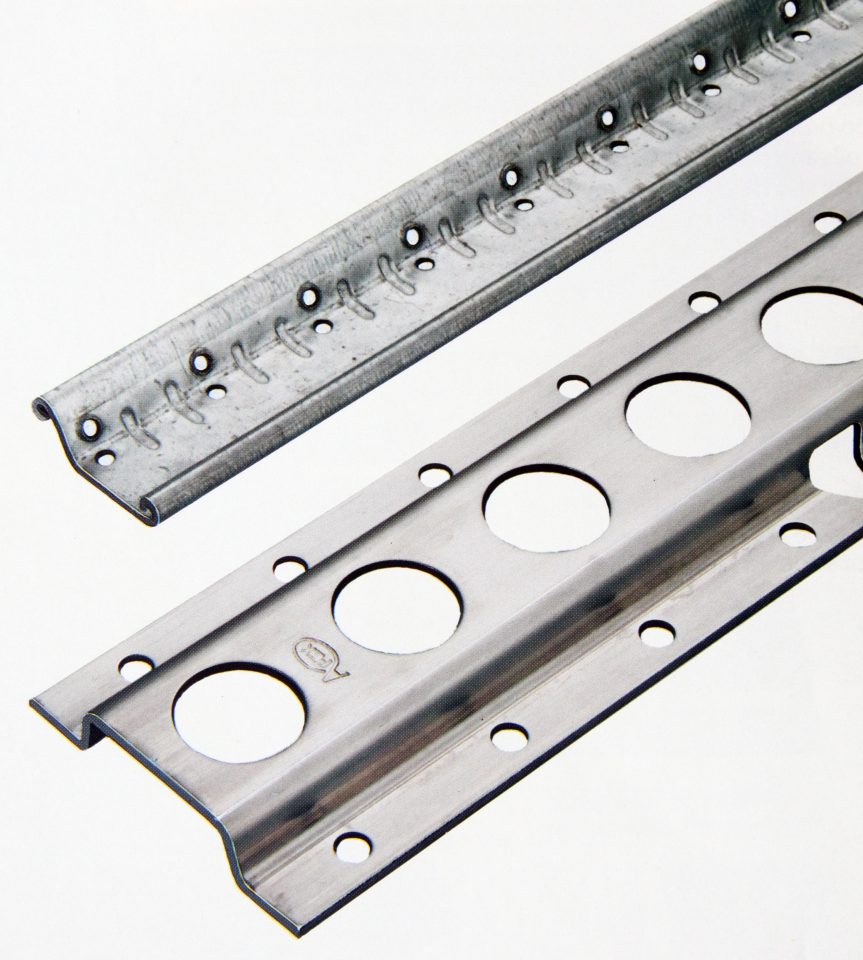
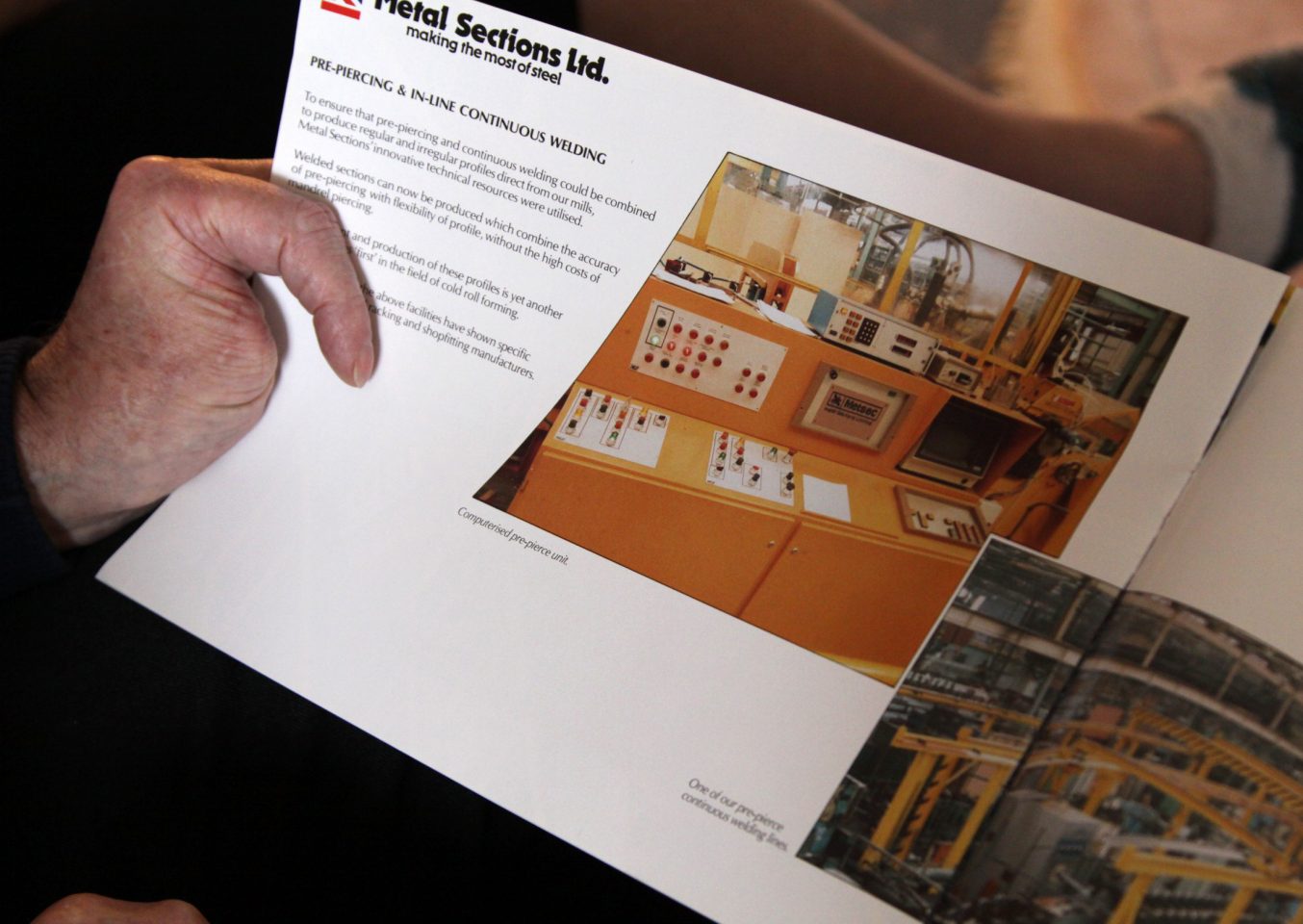
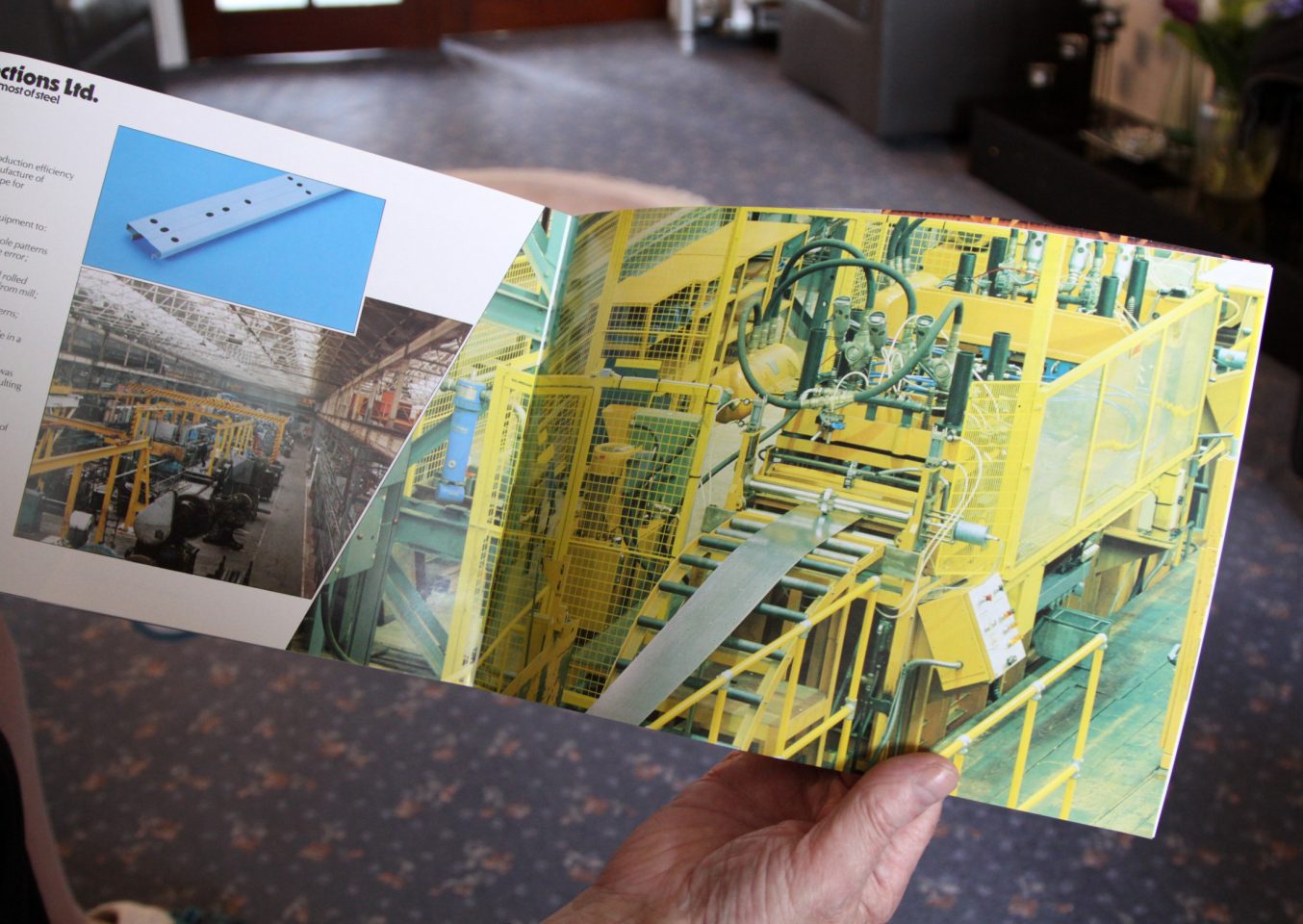
The new Universal Piercing line was computer operated. So we’d got measuring wheels and a set of tools for the particular job, it used to feed the coil through, put the holes where needed, move on to the next station, put more holes in, repeating the process through the coil. The pierced coil would then be taken off and go onto a rolling machine when the required section would be formed. It was trial and error I suppose to start with, but they got better at it as they went on.
Before that all section piercings were done on a power press, fed by hand. They’d roll the section out, they’d take it to a press, feed the section through the press, pull the handle down to pierce the holes. It was a very slow procedure. With new profiles we had to start with the strip, get through each pass, cut a piece off and check each piece as it went through the mill, check it with Ernie, alter the design slightly, alter the rolls slightly to get the necessary section. It was quite involved. When they had the new pre-pierced line things moved a lot faster.
The one thing about Metal Sections, you knew what you were going into. There weren’t many easy jobs. Some were lighter, but with the lighter machines it was also a lot faster. It was a day’s work and you knew you’d done it. We were working all hours, sometimes when I first went there, I used to do 6 till 6 on the steel framed houses and we’d do Saturdays and Sundays as well. When I was made permanent and I went on the rolling machines we used to do 6 till 6, sometimes 6 till 8 if there was another job waiting. If you’d got to finish a job and change to a different section the rolls had got to come out. So we’d work till 6, finish the job, and then take the rolls out so the night shift could set the rolls for the new job.
Most of the steel came from British Steel but there were loads of other suppliers. They supplied it to the thickness and gauge needed in stainless steel, aluminium, hot rolled steel and galvanised.
One problem you get when rolling steel section with holes in is distortion when bending. Where you’ve got weight on a certain bend or you’re putting in a fold, that hole can be stretched and distorted. We had a great engineer, Ernie Salt, who’d help us overcome these problems. They came up with a system of rigidising the metal so they could actually reduce the gauge of the material that they brought in. Running the flat strip through rigidising rolls put a grooved pattern in it and so strengthened it. It was amazing the difference it made.
You’d get complaints from some customers, but it was always something that could be rectified. Nothing ever went out of Metal Sections that was physically wrong before it went. We’d got patrol inspectors who went round checking the section, checking the holes. Before production was started you’d got the flat strip as it should be, on the bed, the inspector would check the hole positions, make sure that it was right across and down the strip. When it went on the rolling machine it was checked again with regard to the section profile and hole positions.
We did the embossed stainless steel for the construction of Number 1 Canada House, Canary Wharf. This section was used for the runners that go down the building to protect the cables that operate the window cleaning lifts, as it’s all glass and steel in that building.
The metal coils came to me first for piercing before it went onto two different rolling machines for profile forming. As the stainless steel was embossed problems arose in the forming process. Depending on how much pressure you’ve got on the rolls, you can lose the embossed part, especially if you are forming bends in the metal. It took time to get the profile correct yet keep the embossed pattern.
We did work for Mabey-Johnson, bridge manufacturers in Gloucester. They did bridges for the military as well as private contractors and as they wanted to order large quantities of section we visited their site for them to show us what was needed. This was in response to an enquiry from the American Military as the Iraq war was impending.
We had thousands of tons of orders for these bridge sections, because the first thing the Americans did was blow the bridges up when they went in. Obviously, they then needed new bridges ready to take with them.
I took early retirement in the end. I had spent 15 years on the pre-piercing line. Once that had lived its life they started having pre-piercing attachments on all the mills - so they asked me to go on a rolling machine, on one of the big ones, which I’d started on when I first went there. It was hard work for two of us as doing the bridge sections for Mabey-Johnson was really heavy stuff. They were very big heavy sections to pack up.
They were looking at ways of having a mechanical gadget to do it, but imagine two people working together, you’re there, I’m there, with a section in front of you. How hard would it be to design a tool to do it? You had to lay three sections out on the base then the next three sections to turn into it. To get a gadget to turn the section never really worked. We went to see some, but they were far too slow compared to what two chaps could do. Then a new machine came from Drysden in Germany. We were doing 35 tons a shift with two chaps, but the new machine was doing over 100 ton. Clever. It’s making me sweat thinking about it.”
web link: https://www.mabey.com/int/en/about-us/history-and-heritage/our-heritage
* purlins - a horizontal beam along the length of a roof, resting on a main rafter and supporting the common rafters or boards.
